什么是電鑄工藝,和電鍍有什么區別呢?
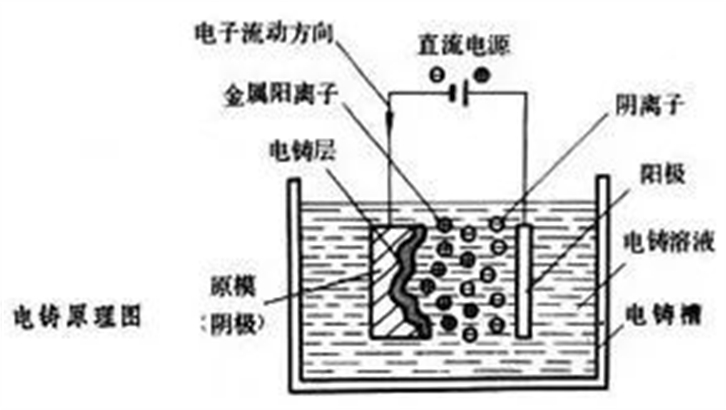
小編在和很多小伙伴聊天時,常常發現很多人會混淆電鍍和電鑄工藝,僅僅因為很多時候表面呈現亮潔的金屬色就斷定是電鍍工藝。那什么是電鑄工藝?電鑄是俄國學者Б.С.雅可比于1837年發明的。最初主要用于復制金屬藝術品和印刷版,19世紀末開始用于制造唱片壓模,以后應用范圍逐步擴大。
微信掃二維碼
添加大業資深項目經理
了解更多合作
 朱先生
朱先生 李先生
李先生小編在和很多小伙伴聊天時,常常發現很多人會混淆電鍍和電鑄工藝,僅僅因為很多時候表面呈現亮潔的金屬色就斷定是電鍍工藝。那什么是電鑄工藝?電鑄是俄國學者Б.С.雅可比于1837年發明的。最初主要用于復制金屬藝術品和印刷版,19世紀末開始用于制造唱片壓模,以后應用范圍逐步擴大。

小編在和很多小伙伴聊天時,常常發現很多人會混淆電鍍和電鑄工藝,僅僅因為很多時候表面呈現亮潔的金屬色就斷定是電鍍工藝。那什么是電鑄工藝?電鑄是俄國學者Б.С.雅可比于1837年發明的。最初主要用于復制金屬藝術品和印刷版,19世紀末開始用于制造唱片壓模,以后應用范圍逐步擴大。
01電鑄是什么?




中國十佳工業設計公司
中國十大影響力設計機構
中國十大設計杰出青年單位
中國工業設計AAA信用企業
國家高新技術企業
省級工業設計中心

近日,歐洲著名設計大獎歐洲產品設計獎(European Product Design Award?)正式揭曉2021年度獲獎名單。大業設計集...

大業設計集團出品的 [ WIT-FLEX安全智路由] 產品,秉承極簡主義的工業設計手法,運用航空鋁質拉絲,以匠心獨具的模塊式抽屜結構設計,巧...

日前,2021年度五星獎-十佳工業設計獎在中國(合肥)工業設計城順利召開終評評審會。此次評審會采用線上線下相結合的評審模式,來自全國的工業設...




















